
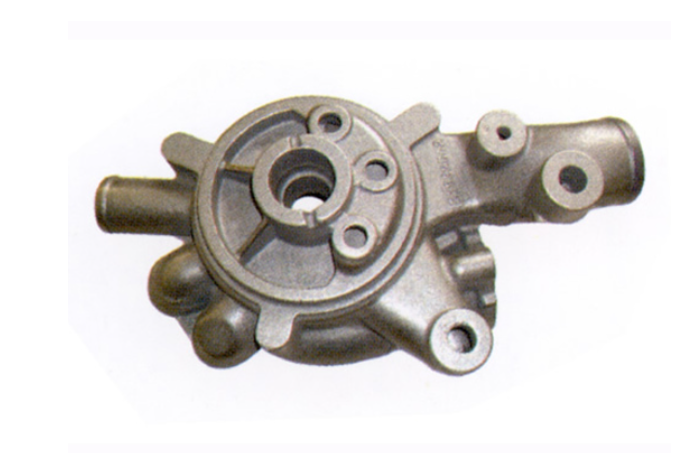
Gri Demir Dökümlerin Dökme Prosesinde Temel Teknolojiler
Döküm endüstrisinde, iyi erimiş demir, iyi kalıplama kumu ve iyi teknolojiye atıfta bulunan bir 'üç mal' deyişi vardır.
Dökümhane teknolojisi, erimiş demir ve kalıp kumu ile birlikte döküm imalatındaki üç temel unsurdan biridir. Kum kalıplarda, erimiş demirin döküm için kalıp boşluğuna akmasına izin veren bir kalıp kullanılarak bir kalıp yapılır.
sürecigri demir dökümlerakış yolları ve yöntemlerinin araştırılmasını ve belirlenmesini içerir. Kalıp bileşenlerigri demir dökümlerŞunları içerir: Dökme kapısı: Erimiş demirin potadan kalıp girişine döküldüğü yerdir.
Düzgün bir döküm sağlamak ve erimiş demirdeki kalıntıları gidermek için genellikle bir cüruf kabı kurulur. Cüruf kabının altında dökme kapısı bulunur. Yolluk: Erimiş demirin ana yolluktan kalıp boşluğuna aktığı yatay bölümü ifade eder. İç kapı: Erimiş demirin yolluktan kalıp boşluğuna girdiği yerdir. Dökümde söylendiği gibi, 'savak' sürecin önemli bir parçasıdır. Havalandırma delikleri: Erimiş demirle dolarken kalıp boşluğundan havayı boşaltmaya yönelik kanallar.
Kalıp kumu uygun geçirgenliğe sahipse genellikle gereksizdir. Yükselticiler: Erimiş demirdeki kalıntıları ve kalıptaki yabancı maddeleri çıkarmak için kullanılır. Gri demir dökümlerin soğutulması sırasındaki büzülme nedeniyle, yükselticilerin hacmi çoğu zaman yeterli değildir. Yem görevi gördüklerinde yem yükselticiler olarak adlandırılırlar ve bunlar oldukça kalındır.
için süreçgri demir dökümlerdüzgün döküm ve iyi döküm kalitesi sağlar. Dökme süresi mümkün olduğu kadar kısa olmalı ve kalıp boşluğunda türbülans olmamalıdır. Anahtar noktalar aşağıdaki gibidir:(1) Kalıbın üst ve alt kısmı: Kalıbın ayrım yüzeyigri demir dökümAlt kısımlarda daha az büzülme boşluğu ve daha yoğun malzeme olduğundan kalıbın alt kısmında mümkün olduğu kadar alçak olmalıdır.(2) Dökme yöntemi: Üst kısım için üstten dökün, orta ve alt kısımlar için alttan dökün. Üstten dökülen kalıplar kum kusurlarına neden olma eğilimindedir ve daha az kullanılır.(3) İç kapakların konumu: Erimiş demir kalıp boşluğuna girdikten sonra hızla katılaştığından, iç kapakların kalın duvarlı bölümlere yerleştirilmesi demirin ince duvarlı parçalara ulaşmasını önleyebilir. Büyük dökümlerde, eğer iç kapak küçükse, erimiş demir hızlı bir şekilde akar ve potansiyel olarak iç kapağın yakınında kum kusurlarına neden olur. Konumlarını belirlerken iç kapıların sayısı ve şekli dikkate alınmalıdır.(4) İç kapı çeşitleri: Başlıca üçgen ve trapez iç kapılar. Üçgen iç kapakların yapımı daha kolaydır, trapez iç kapaklar ise cürufun kalıba girmesini önleyebilir.(5) Düz, yatay ve iç kapakların kesit oranı: Düz kapak a, yatay kapak B ve iç kapak C ise oran a ∶ B ∶ C = 3,6 ∶ 4 ∶ 2,0'dır. Bu oran konusunda farklı görüşler olsa da mantık, erimiş demirin önce 3,6 büyüklüğündeki bir girişten girip, 4,0 büyüklüğündeki büyük bir yolluktan akması ve ardından iç kapıya girmesidir. 2,0 boyutlu dar iç geçit nedeniyle akış hızı zamanla yavaşlar, daha hafif kalıntıların yükselmesine izin verir ve bunların iç geçitten döküme girmelerini engeller. Bu oranın kilit noktasıdır. Bu prensip hatırlanırsa kesin ayrıntılar kritik değildir. Orta, büyük ve küçük dökümler için dökme sisteminin tasarımının dökümün fiziksel özelliklerini ve servis ömrünü etkilediğini unutmayın.gri demir dökümler.
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası